



MESディスパッチングとWIP可視化を活用し、製造現場の生産遅延を削減する方法を解説します。リアルタイムの生産スケジューリングとMESによる現場可視化により、人員を増やさずに生産効率を向上させることが可能です。
MESディスパッチングとWIP可視化:人員を増やさずに生産遅延を削減する実践ガイド
MESディスパッチングとWIP可視化は、現代の製造現場において生産遅延を削減するための重要な要素です。リアルタイムの作業スケジューリングと製造現場の可視化を実現することで、MESは生産フローを最適化し、ボトルネックを最小化しながら生産効率を向上させます。
多くの製造企業では、生産遅延が発生すると人員を増やしたり残業時間を延ばしたりすることで対応します。しかし、この方法は一時的に生産量を増やすことはできても、根本的な問題を解決することはできません。
実際には、多くの生産トラブルは非効率な作業ディスパッチングや仕掛品(WIP)の可視性不足によって発生しています。生産計画と現場の実行が連携していない場合、以下のような問題が起こります。
-
作業者が次の作業指示を待つ状態
-
作業指示があるにもかかわらず設備が停止している
-
工程間でボトルネックが発生する
-
生産ライン上でWIPが蓄積する
これらの問題を解決するために、多くの企業が**MES(製造実行システム)**を導入し、リアルタイムのディスパッチングとWIP可視化を実現しています。
MESはリアルタイムの生産データを活用して作業を自動的に割り当て、製造現場の状況を可視化します。これにより、人員を増やすことなく生産効率を向上させることが可能になります。
本記事では、MESディスパッチングとWIP可視化を活用して生産遅延を削減するための実践的なアプローチを紹介します。
生産遅延の兆候を理解する
生産スケジューリングを改善するためには、まず製造現場で発生している問題の兆候を理解することが重要です。
作業者や設備の待機時間
生産現場でよく見られる問題の一つは、作業者や設備が次の作業を待っている状態です。これは作業指示が手動で割り当てられている場合や、実際の現場状況を反映していない生産計画に依存している場合に発生します。
このような状況では、設備稼働率が低下し、生産効率が大きく損なわれます。
工程間のボトルネック
もう一つの典型的な問題は、工程間でのWIPの蓄積です。上流工程が下流工程よりも速く処理を行う場合、仕掛品が工程間に溜まり、生産フロー全体が遅くなります。
この現象はボトルネックと呼ばれ、生産効率を大きく低下させます。
不適切な作業順序
作業の優先順位が適切に設定されていない場合、重要な注文が後回しになることがあります。例えば、緊急注文が存在するにもかかわらず、作業者が任意の順序で作業を進めてしまうと、納期遅延の原因になります。
WIP可視性の不足
生産管理者がWIPの状態をリアルタイムで把握できない場合、どの工程で問題が発生しているのかを迅速に特定することができません。
その結果、問題が発生してから対応する「事後対応型」の管理になってしまいます。
非効率な生産スケジューリングの根本原因
これらの問題の多くは、生産計画システムと製造現場の間のギャップから生まれます.
静的な生産計画
多くの企業はERPシステムを利用して生産計画を立てています。しかし、ERPは主に計画管理に特化しており、リアルタイムの現場状況を反映することが難しい場合があります。
リアルタイムデータの不足
製造現場では常に状況が変化します。例えば次のような要因があります。
-
設備故障
-
部材供給の遅延
-
作業者の配置変更
-
品質検査の結果
リアルタイムデータがなければ、生産計画はすぐに現実と乖離してしまいます。
手動ディスパッチング
一部の製造現場では、管理者が経験に基づいて手動で作業を割り当てています。しかし生産規模が大きくなると、この方法では効率的な生産管理が難しくなります。
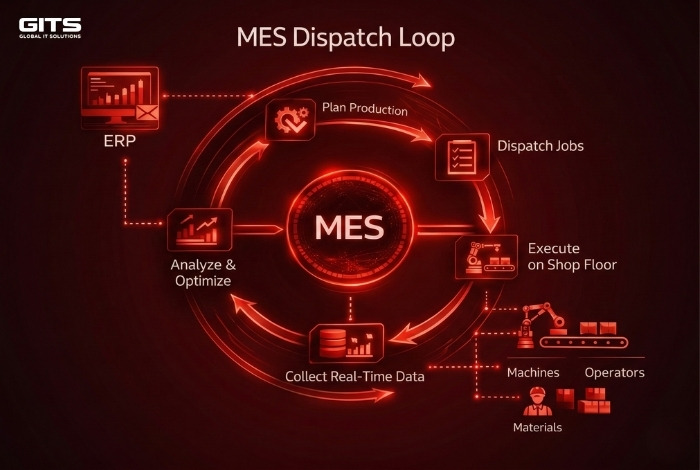
MESディスパッチングによるリアルタイム生産管理
MESディスパッチングは、生産計画と現場実行のギャップを埋める役割を果たします。
MESはリアルタイムの生産データを基に作業を自動的に割り当てます。主な機能には次のようなものがあります。
-
リアルタイム作業ディスパッチング
-
動的な作業優先順位設定
-
設備稼働状況の監視
-
作業者配置の管理
-
生産フローの調整
これにより、適切な作業を適切な設備に適切なタイミングで割り当てることが可能になります。
その結果、生産ラインの待機時間が減少し、生産スケジュールの精度が向上します。

生産スケジュールを最適化するディスパッチングルール
MESディスパッチングは事前に定義されたルールに基づいて作業を割り当てます。
優先順位ベースのスケジューリング
緊急注文や納期が近い注文を優先して処理します。
待機時間ベースのルール
長時間待機している作業を優先的に処理します。
設備能力に基づく割り当て
特定の工程に適した設備に作業を割り当てます。
生産能力のバランス調整
同じ作業を処理できる設備が複数ある場合、MESは作業を均等に分配してボトルネックを防ぎます。
スマート製造のためのWIP可視化
効率的なディスパッチングを実現するためには、製造工程全体のWIP可視性が必要です。
一般的なWIP管理モデルには次の状態があります。
Queued(待機中)
In Process(処理中)
Blocked(次工程待ち)
Completed(完了)
また、WIP Agingという指標を利用して、製品が特定工程にどれくらい長く滞留しているかを測定することも重要です。
MES導入の段階的アプローチ
MES導入は段階的に進めることが推奨されます。
第1段階:生産可視化
設備状態、作業者配置、WIP位置などをリアルタイムで把握します。
第2段階:自動ディスパッチング
自動作業割り当てを一部のラインに導入します。
第3段階:生産最適化
データ分析やAIを活用して生産スケジュールを最適化します。
MES導入効果を測定するKPI
MES導入の効果は以下のKPIで評価できます。
-
スケジュール遵守率
-
リードタイム
-
設備稼働率
-
WIP滞留時間
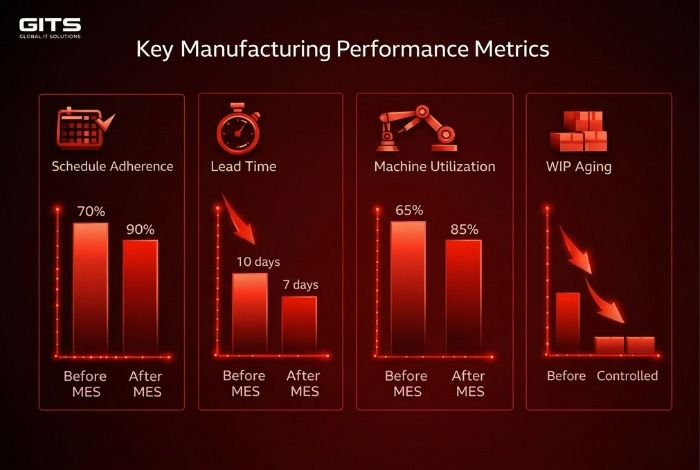
多くの企業で以下のような改善が見られます。
| KPI | 導入前 | 導入後 |
|---|---|---|
| スケジュール遵守率 | 70% | 90% |
| リードタイム | 10日 | 7日 |
| 設備稼働率 | 65% | 85% |
| WIP状態 | 不安定 | 安定 |
MES導入におけるITアウトソーシングの役割
MES導入には高度な技術が必要です。
-
ソフトウェア開発
-
システム統合
-
データアーキテクチャ設計
-
生産プロセス設計
そのため、多くの企業がITアウトソーシングパートナーと協力してMESを導入しています。
ITアウトソーシングを活用することで、専門的な開発チームを確保しながら企業はコアビジネスに集中できます。
MESディスパッチングとWIP可視化による持続的な製造効率向上
生産遅延の原因は人員不足ではなく、生産計画と現場実行の連携不足である場合が多くあります。
MESディスパッチングとWIP可視化を導入することで、企業は次のような成果を得ることができます。
-
生産遅延の削減
-
生産スケジュール精度の向上
-
設備稼働率の向上
-
生産データの可視化
さらに重要なのは、これらの改善を人員を増やさずに実現できる点です。
スマート製造技術とITアウトソーシングを組み合わせることで、企業は持続可能で競争力のあるデジタル生産システムを構築することができます。






